Chiar și oamenii din epoca de piatră au recunoscut diferența dintre contondent și ascuțit și au încercat să folosească gresie pentru a lustrui armele lor primitive. În Australia, indigenii (aborigenii) încă lustruiesc în prezent, stropind nisip într-o frunză mare și frecându-și bumerangul în ea.
De la șlefuirea grosieră la șlefuirea fină și lustruire
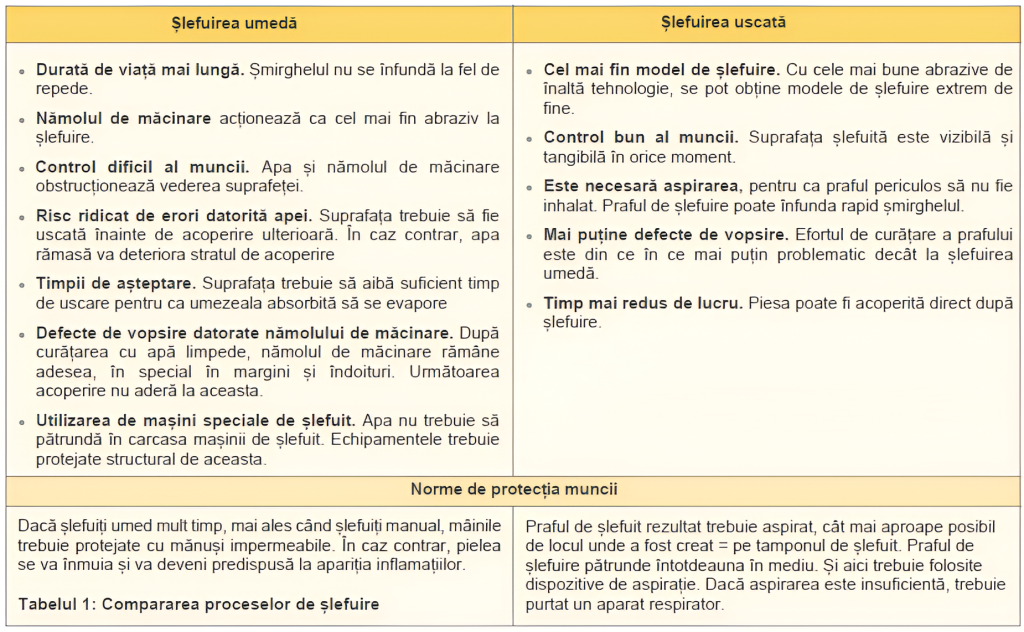
Șlefuirea este un proces prelucrare a suprafețelor prin îndepărtarea materialului de suprafață, utilizând abrazivi, manual sau cu mașini de șlefuit, procedeul fiind utilizat de la îndepărtarea brută a reziduurilor de vopsea până la șlefuirea cea mai fină (Tabelul 1).
Scopul șlefuirii este de a:
● netezi și nivela suprafețele neuniforme,
● îndepărta impuritățile de la suprafață,
● uniformiza substraturile netede pentru a mări suprafața aderentă pentru acoperiri ulterioare,
● realiza o structură perfectă a stratului, deoarece o suprafață perfectă poate fi creată numai cu un model de șlefuire perfect
● înfrumuseța suprafețele prin șlefuire (tehnica de lustruire și polișare).

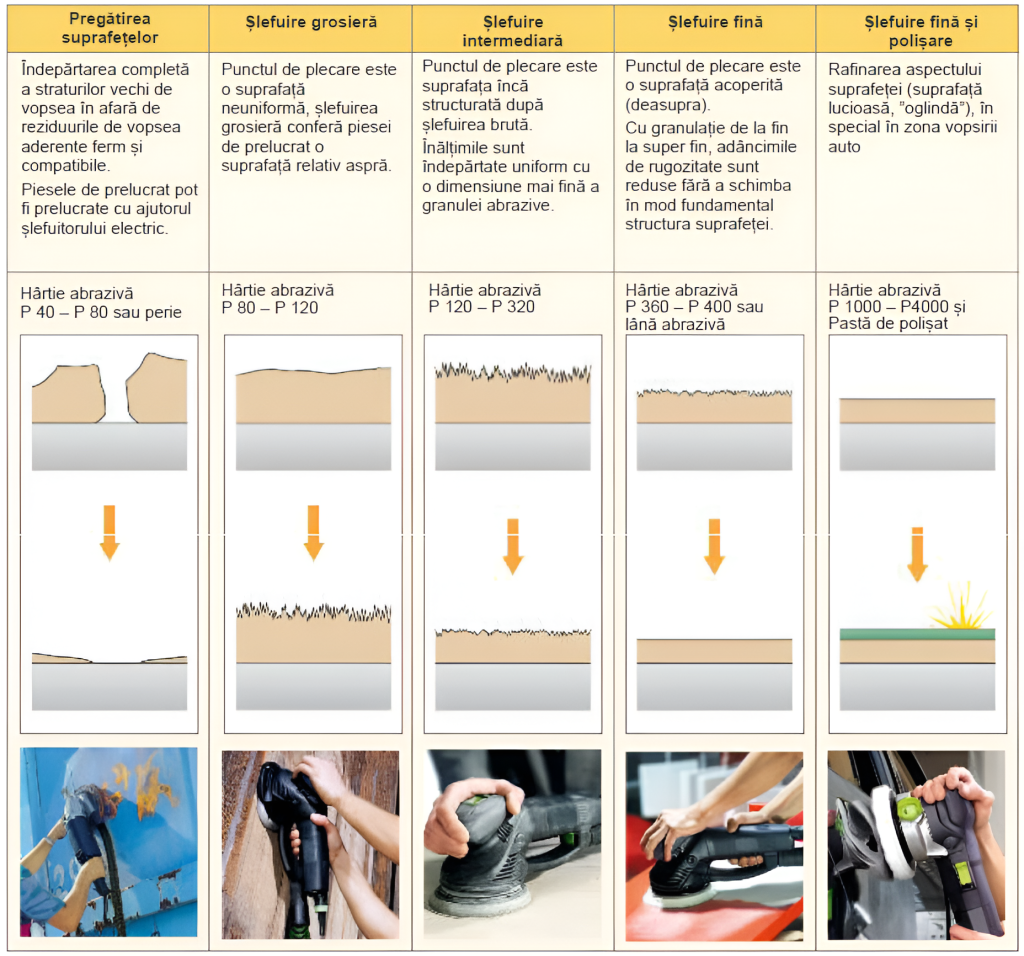
Saltul de șlefuire (treptele) de la o granulație mai mare la alta mai fină, nu trebuie să fie niciodată mai mare de 100, de exemplu de la P 80 la P 180. P 220 nu ar fi capabil să niveleze semnele de șlefuire brute ale P 80.
Clasificarea granulei abrazive este, de asemenea, denumită „coeficient abraziv”.

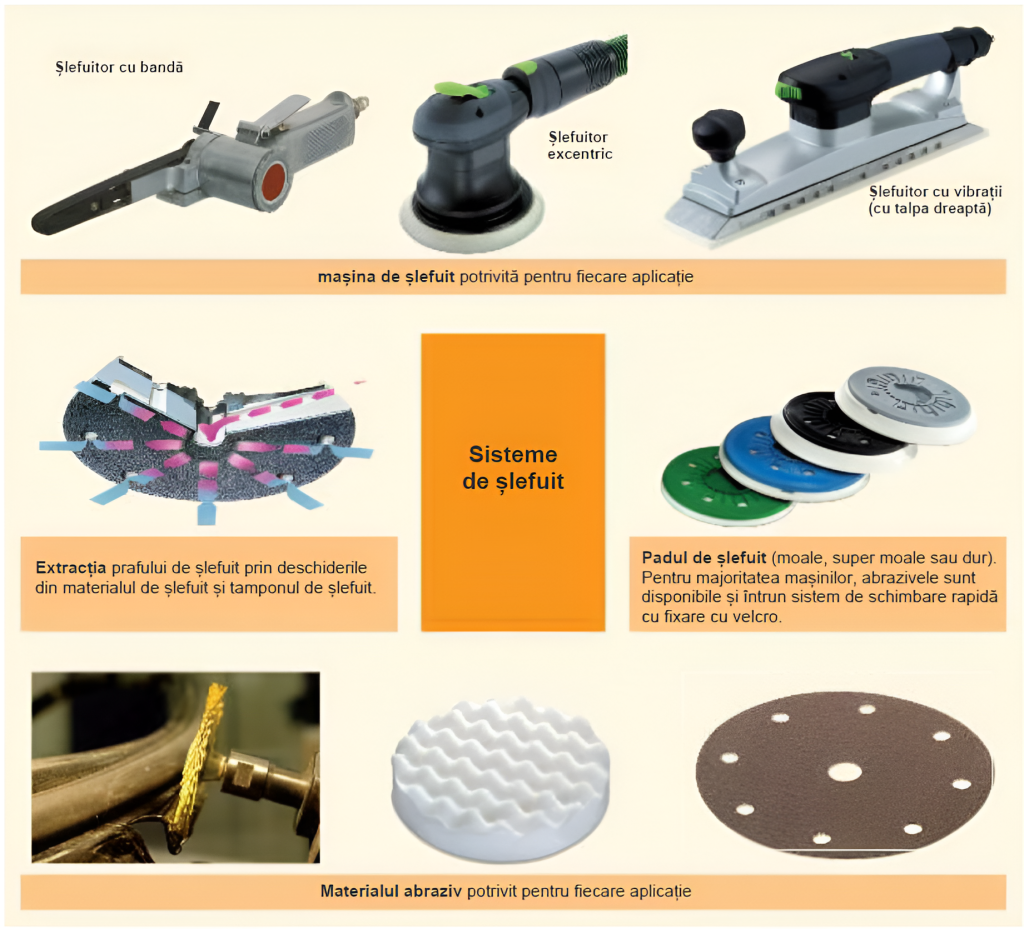
Sisteme de șlefuire
O șlefuire optimă se realizează numai cu o interacțiune optimă între dispozitivele de șlefuit / mașinile de șlefuit, suportul abraziv (tampon de șlefuit sau pad de șlefuit), posibil o suprafață moale (interfață), precum și abrazivul propriuzis. Această combinație este cunoscută sub numele de sistem de șlefuire (Figura 1).


Șlefuirea manuală și mecanică
Din motive economice, șlefuirea mecanică (cu ajutorul mașinilor de șlefuit) este de obicei preferată. Dar șlefuirea manuală are avantaje în anumite aplicații.
Șlefuirea manuală
Se folosește pe suprafețe mici, în locuri greu accesibile, pentru lucrări și reparații fine, dar mai ales pentru șlefuirea umedă.
Ar trebui să fie utilizat un suport pentru materialul abraziv, din plută, cauciuc, plastic sau burete din plastic. Suporturile pentru materialul abraziv, fără burete sunt utilizate pentru șlefuirea suprafețelor, iar suporturile pentru materialul abraziv, cu burete, pentru șlefuirea profilelor și suprafețele curbate (Figura 1).
Hârtia de șlefuit trebuie ghidată manual numai în locuri foarte inaccesibile, deoarece hârtia este stresată punct cu punct de vârfurile degetelor și, astfel, nu se realizează nicio suprafață plană. Cu aceeași dimensiune a granulației, șlefuirea manuală are ca rezultat o suprafață mai slabă decât șlefuirea cu mașina,
mai ales în comparație cu o mașină de șlefuit excentrică.
Blocuri de șlefuit
Când șlefuiți manual, hârtia de șlefuit sau cârpa nu trebuie niciodată ghidate direct de mână, dacă este
posibil, ci mai degrabă întinse pe un bloc de șlefuit sau pad (Figura 1). Cu cât blocul de șlefuit este mai dur, cu atât este mai agresiv abrazivul.
Și în acest caz este fixat de obicei cu o conexiune velcro. Unele dintre blocurile de șlefuire pot fi, de asemenea, conectate la sistemul de extracție, astfel încât praful de șlefuire să fie extras în punctul în care este creat.
Șlefuirea cu ajutorul mașinilor de șlefuit
Este potrivită pentru suprafețe mai mari datorită performanței mai mari de șlefuire. Mașinile de șlefuit sunt în mare parte acționate cu aer comprimat, mai rar cu curent electric.
Mașinile de șlefuit trebuie să fie bine echilibrate, deoarece vibrațiile care apar prezintă un risc pentru mână (boala degetului alb) și duc la un finisaj mai slab. Când șlefuiți uscat, praful de șlefuit trebuie extras. De asemenea, trebuie purtată o mască de praf.
Șlefuirea uscată și umedă
Decizia de șlefuire umedă sau uscată depinde practic de suprafață. Toate suporturile absorbante trebuie șlefuite uscate.
Șlefuirea umedă sau uscată este posibilă în structura de acoperire cu lac. Șlefuirea umedă este preferată înainte de vopsire pentru a obține suprafețe de înaltă calitate, așa cum este obișnuit în vopsirea vehiculelor.
În ultimii ani a existat din ce în ce mai puțin șlefuire umedă, deoarece dezvoltarea celor mai fine abrazive înseamnă că nămolul de măcinare nu mai joacă un rol de abraziv suplimentar în procesul de șlefuire, altfel predomină avantajele șlefuirii uscate (Tabelul 1)
Saltul de șlefuire (treptele) de la o granulație mai mare la alta mai fină, nu trebuie să fie niciodată mai mare de 100, de exemplu de la P 80 la P 180. P 220 nu ar fi capabil să niveleze semnele de șlefuire brute ale P 80.
Clasificarea granulei abrazive este, de asemenea, denumită „coeficient abraziv”.



{kind=link}